型材滾彎機(jī)的選型方法
型材滾彎機(jī)的機(jī)械部件��,支撐結(jié)構(gòu)和驅(qū)動(dòng)方面的規(guī)格尺寸是確定該機(jī)器和其使用壽命的最重要的因素�����。 必須考慮的是,如果也通過一些方法也可能將滾彎設(shè)備輕量化��,但是由于滾彎設(shè)備在操作過程中受到不同種類的應(yīng)力����,機(jī)身結(jié)構(gòu)的整體剛性必須大約所受應(yīng)力����。例如在使用滾彎設(shè)備測支承托架的情況下��,如果在其中一側(cè)上這種裝置以減輕軸的偏轉(zhuǎn)����,另一側(cè)則不具有對(duì)額外增加的抗扭轉(zhuǎn)阻力����,這種情況下設(shè)備所受應(yīng)力的能力就會(huì)決定設(shè)備質(zhì)量性能的最關(guān)鍵因素。
另外����,滾彎設(shè)備的規(guī)格選型一定要考慮實(shí)際需要加工工件的規(guī)格,所加工工件的規(guī)格大小應(yīng)在設(shè)備指定最大加工范圍內(nèi)�����,否則將無法加工后者直接損壞設(shè)備�����。
同時(shí)�����,對(duì)于滾彎機(jī)的選擇,大規(guī)格設(shè)備不是永遠(yuǎn)都是正確的解決方案����,也就是并不是設(shè)備的規(guī)格越大越好,當(dāng)使用較大規(guī)格的加工較小規(guī)格的工件時(shí)��,可能會(huì)出現(xiàn)如下問題:
設(shè)備的幾何結(jié)構(gòu):大的機(jī)器都配有加大規(guī)格的滾軸��,而且軋輥之間的較大距離決定加工工件的長度不能太小����。
設(shè)備的經(jīng)濟(jì)性:在一般的原型管材,空心型材和特殊型材需要特殊輥和專用設(shè)備彎曲����。這種特殊的模具的制造成本幾乎接近于設(shè)備本體的制造成本。設(shè)備的規(guī)格越大其所配套使用的模具的成本也越高����。
手動(dòng)控制
通過操作臺(tái)的按鈕來手動(dòng)控制滾彎設(shè)備,或通過控制面板的操縱桿或腳踏板存控制��。每一個(gè)動(dòng)作所對(duì)應(yīng)的機(jī)器的移動(dòng)����。從動(dòng)或者可動(dòng)部分的位置可以通過標(biāo)尺或設(shè)備上的編碼器反饋信號(hào)�����,然后實(shí)時(shí)以數(shù)字顯示在控制面板上����。
可編程的定位控制
可編程定位是一個(gè)工具��,它允許存儲(chǔ)一個(gè)或多個(gè)位置或部分折彎機(jī)的多個(gè)從動(dòng)可動(dòng)部件�����。一旦存儲(chǔ)����,該位置可以被加載和可動(dòng)部分將從占據(jù)的存儲(chǔ)位置的位置移動(dòng)�����。這個(gè)儀器是特別有用的以執(zhí)行彎曲在需要的軋輥之間多個(gè)通道工程�����,既能保證有更高的可重復(fù)性(執(zhí)行規(guī)定手動(dòng)能夠提交來的錯(cuò)誤),并且加快了生產(chǎn)效率�����。
CNC控制
基于計(jì)算機(jī)(CNC)數(shù)控系統(tǒng)允許數(shù)據(jù)存儲(chǔ)記憶����,稍后將自動(dòng)地由該機(jī)器執(zhí)行的命令序列。該控制系統(tǒng)可控制全部或者部分設(shè)備工位�����。這種類型的控制的主要優(yōu)點(diǎn)是��,在設(shè)備運(yùn)行階段無需操作者的參與�����,保證較高的重復(fù)定位精度����,大幅度降低由于操作人員的操作經(jīng)驗(yàn)不足后者操作失誤所導(dǎo)致物料損失。
CNC的組合使用與型材彎曲機(jī)允許獲得彎曲幾何形狀����,如:
- 直線彎曲或者后跟曲線式折彎
- 同一弓箭的多半徑曲線折彎
- 滿足大批量加工需求
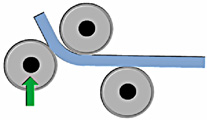
型材滾彎設(shè)備的工作原理:
1. 彎曲工件的上料:將工件是插入在兩輥之間��,可以根據(jù)需要支撐工件�����,和不受變形應(yīng)力��。
2. 滾動(dòng)操作:此時(shí)工件夾緊與上下滾輪之間��,并且可以向前和向后旋轉(zhuǎn)的軋輥����。滾輪壓力小于工件變形壓力�����。
3. 工作階段:此時(shí)增大滾輪的壓力��,使工件發(fā)生變形
4. 工件下料:清除施加于工件的壓力����,輥輪之間的空間加大����,以便彎曲工件可從機(jī)器上取下����。
不同彎曲工件的折彎��,選擇不同配置的滾彎設(shè)備









{window.open('
http://v.t.sina.com.cn/share/share.php?url=http://localhost/shownews.asp?id=114&appkey=838201642&title=AEC2020第五屆飛機(jī)工程大會(huì)上主題演講-航空航天金屬導(dǎo)管成型工藝裝備-特馬工業(yè)德國全斯福&pic=http://nq838.cn/pic/20212191721355054.jpg','_blank','wi
dth=615,height=505');})()){kind=link}
{window.open('
http://v.t.sina.com.cn/share/share.php?url=http://nq838.cn/ShowProducts.asp?id=150&appkey=4070731609&title=滾彎機(jī)選型方案&pic=http://nq838.cn//pic/20152121722218700.jpg','_blank','wi
dth=615,height=505');})()){kind=link}